




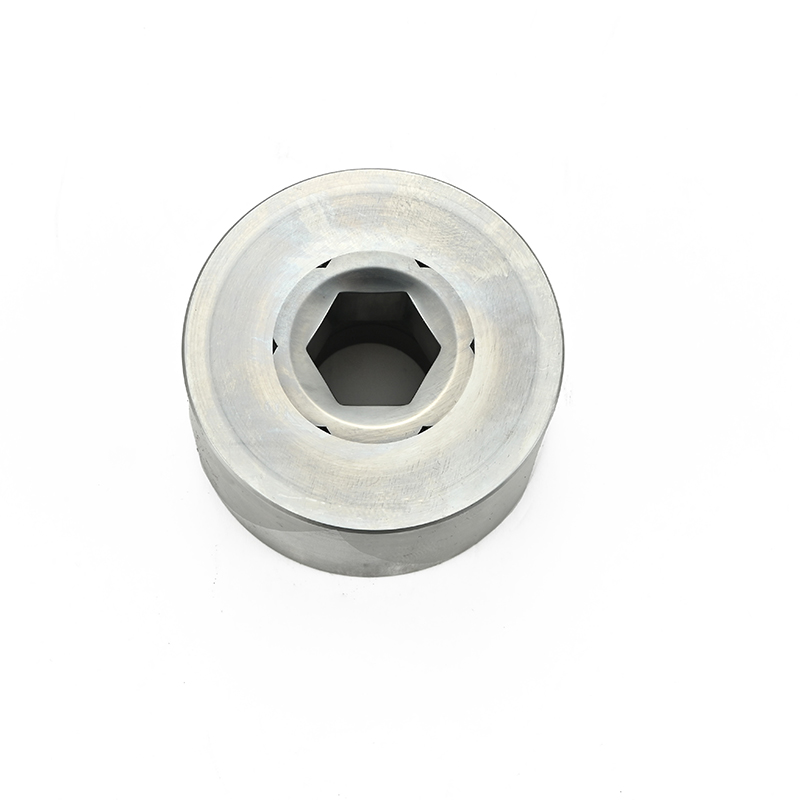


Hex-aufgebauter Matrizenkern
| Artikel | Parameter |
| Herkunftsort | Guangdong, China |
| Markenname | Nisun |
| Material | VA80, VA90, KG6, KG5, ST7, ST6, HARTMETALL |
| Technologie | CAD, NOCKEN, WEDM, CNC, Vakuumwärmebehandlung, 2,5-dimensionale Prüfung (Projektor), Härteprüfer usw.(HRC/HV) |
| Lieferzeit | 7-15 Tage |
| OEM & ODM | 1 STÜCKE Akzeptabel |
| Größe | Kundenspezifische Größe |
| Verpackung | PP+Kleine Box und Karton |
Hartmetallmatrize:
1. Matrizen für gerades Loch
2. Extrusionswerkzeuge
3.Segmentierte Hex-Matrizen
4.Cutter&Messer
5. Customized stirbt
Segmentmatrizen können entweder als Einsätze oder als komplette Matrizenbaugruppen aus Hartmetall oder Sonderstählen geliefert werden.Die Vorteile austauschbarer segmentierter Klingen zur Verlängerung der Werkzeuglebensdauer sind weithin anerkannt.Alle Werkzeuge werden zertifiziert, bevor sie an die Kunden versendet werden.
Als effizientes und schnell wachsendes Unternehmen engagiert sich Nisun aktiv für die Bereitstellung exklusiver sechseckiger segmentierter Formen.Die bereitgestellten Produkte sind weltweit für ihre beste Qualität und einfache Installation bekannt.Diese Formen werden von innovativen Fachleuten und fortschrittlicher Technologie hergestellt und zur Herstellung verschiedener Arten von Befestigungselementen in verschiedenen Branchen verwendet.Darüber hinaus können wir je nach Kundenwunsch auch Produkte in verschiedenen Größen anbieten.
1. Wählen Sie das Wolframstahlmaterial und die Größe aus, damit die Schrauben oder Muttern richtig geformt werden.
2. Entsprechend dem Unterschied der Umformschwierigkeiten, der Größe und der Länge der Schrauben und Muttern sollte die Werkzeugstruktur angemessen gestaltet werden. Die Mehrstations- und Mutternform sollte auf einer angemessenen Grundlage der Stauchverformungs- und Umformzeiten zugewiesen werden.
3. Die Form hat feine Handwerkskunst, genaue Größe, Bohrungsdurchmesser, um den Anforderungen an die Spiegelveredelung zu entsprechen.
4.Interferenzspannungsverteilungsspielraum, wählen Sie die entsprechende Legierungskegelgröße.
5. Die Stahlhülse der Schale muss starr und gut erhitzt sein, und der Härtebereich nach der Vakuumwärmebehandlung sollte zwischen 45 ℃ und 48 ℃ liegen.
6. Halten Sie die Matrizenbohrung und die Drahtoberfläche sauber und glatt, der kaltgezogene Draht muss nach dem Kugelglühen fest genagelt werden.
7.Wir verwenden eine Diamantscheibe, um den Zyklus und das Ende von Wolfram zu schleifen.





